Separators
At Alfa Laval, we understand the critical role a separator plays in your operations. From food and beverage and pharmaceuticals to marine, oil and gas, and other industries, we provide both the expertise and the separation technology to meet your specific needs. For over a century, Alfa Laval has been known for reliable equipment and continuous innovation that enhances performance, safety, and reduces environmental impact.

140 years of innovation and expertise
- Reliable and highly efficient separation performance
- Extensive experience in virtually all separation applications
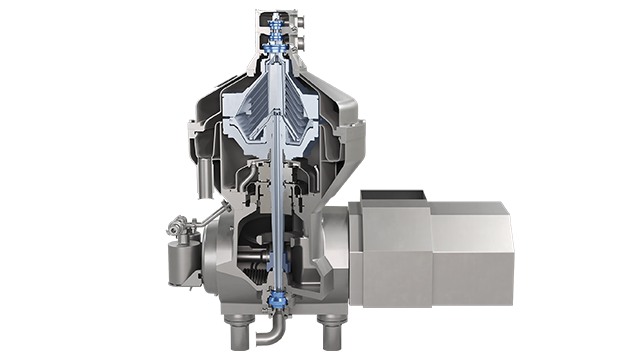
- The market’s broadest portfolio of disc stack separators
- Expert support from globally accessible trained service technicians
- Rapid delivery of high-quality spare parts anywhere in the world
Alfa Laval is your partner in overcoming any separation challenge. We offer the market’s most complete range of disc stack separators, each optimized for its specific duty and delivered with all essential auxiliary systems and components. With deep application knowledge and long experience, we also provide training and expert support for everything from simple separation tasks to highly complex liquid–solid processes. Combined with our worldwide service network, you can rely on consistent, efficient, and sustainable performance throughout the long lifetime of your centrifugal equipment. Explore how we can enhance separation efficiency for your business by selecting your application area below.
Contact Us
Separators for food and beverage industries
For food and beverage processing industries we supply carefully designed separators to fulfil the specific industry demands. Our machines offer you powerful separation performance and gentle handling to ensure the best possible quality for your products. Our unique innovations for energy efficiency and easier maintenance for your centrifugal equipment mean you can expect the lowest total lifecycle cost.

Separators for biopharmaceutical industry
Cell harvesting is a key step in fermentation-based drug production, and the choice of separation equipment greatly impacts product quality, yield and cost for downstream processing. Alfa Laval has supplied separation systems to the biopharma industry for decades, and we offer technology for all types of biopharma applications. With sterile, fully hermetic disc stack centrifuges for three-phase separation and high solids-handling capacity, we can help you find the perfect equipment for your specific processes

Separators for chemical and manufacturing industries
Alfa Laval has been providing the manufacturing and chemical industries with class-leading separation technology for decades, ensuring optimal performance while reducing environmental impact. We offer a wide range of separators, and our team will help you to find the solution with the capacity and performance that’s perfect for your specific requirements.

Separators for marine industry
For a century, Alfa Laval has pushed the boundaries of separation at sea. Today our equipment removes cat fines from 150 million tonnes of marine fuel oil every year, while simultaneously helping vessels to secure compliance with environmental regulations and achieve unmatched energy savings. Find out why more than 50% of the world’s fleet rely on Alfa Laval separators for handling traditional and new fuels as well as lube and waste oil, bilge water, crankcase gas, and scrubber water.

Service offering for separators
With Alfa Laval as a partner, you have the full backing of a global service organization with dedicated separation experts in your region. We offer a range of services to support your system throughout its lifetime. We can train your team how to operate the equipment to ensure optimal long-term performance. When you need spares, our distribution network can supply you quickly with the required parts. No matter where you are in the world, we can be there to answer questions, solve challenges and help you get the most from your equipment.

Explore our innovations
Would you like to know more about our innovations in separation technology? Click on the link below. Alfa Laval invented the first disc stack separator and has led the way in the development of centrifuge technology for over a century. We are glad to share with you the expertise we have gained along the way. Visit our Separator Innovator knowledge base to learn more about advancements in separation, and the steps Alfa Laval is taking to continue revolutionizing the technology.